>> P.9
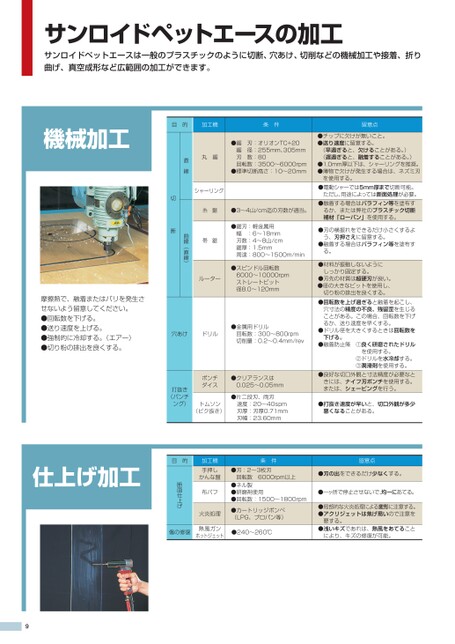
目的加工機条件留意点●チップに欠けが無いこと。●送り速度に留意する。(早過ぎると、欠けることがある。)(遅過ぎると、融着することがある。)●1.0mm厚以下は、シャーリングを推奨。●薄物で欠けが発生する場合は、ネズミ刃を使用する。●電動シャーでは5mm厚まで切断可能。ただし、用途によっては断面処理が必要。●鋸刃:オリオンTC+20鋸径:255mm、305mm刃数:80回転数:3500〜6000rpm●標準切断高さ:10〜20mm丸鋸シャーリング直線曲線(直線)穴あけ切断●融着する場合はパラフィン等を塗布するか、または弊社のプラスチック切断補材「ローバン」を使用する。●3〜4山/cm迄の刃数が適当。糸鋸●刃の横振れをできるだけ小さくするよう、刃押さえに留意する。●融着する場合はパラフィン等を塗布する。●鋸刃:軽金属用幅:6〜18mm刃数:4〜8山/cm鋸厚:1.5mm周速:800〜1500m/min帯鋸●材料が振動しないようにしっかり固定する。●刃先の材質は超硬刃が良い。●径の大きなビットを使用し、切り粉の排出を良くする。●スピンドル回転数6000〜10000rpmストレートビット径8.0〜120mmルーター●回転数を上げ過ぎると融着を起こし、穴寸法の精度の不良、残留歪を生じることがある。この場合、回転数を下げるか、送り速度を早くする。●ドリル径を大きくするときは回転数を下げる。●融着防止策①良く研磨されたドリルを使用する。②ドリルを水冷却する。③潤滑剤を使用する。●金属用ドリル回転数:300〜800rpm切削量:0.2〜0.4mm/revドリル打抜き(パンチング)●良好な切口外観と寸法精度が必要なときには、ナイフ刃ポンチを使用する。または、シェービングを行う。●クリアランスは0.025〜0.05mmポンチダイス●打抜き速度が早いと、切口外観が多少悪くなることがある。●片二段刃、両刃速度:20〜40spm刃厚:刃厚0.71mm刃幅:23.60mmトムソン(ビク抜き)摩擦熱で、融着またはバリを発生させないよう留意してください。●回転数を下げる。●送り速度を上げる。●強制的に冷却する。(エアー)●切り粉の排出を良くする。目的加工機条件留意点断面仕上げ傷の修復●刃の出をできるだけ少なくする。●刃:2〜3枚刃回転数6000rpm以上手押しかんな盤●一ヶ所で停止させないで、均一にあてる。●ネル製●研磨剤使用●回転数:1500〜1800rpm布バフ●局部的な火炎処理による変形に注意する。●アクリジェットは焦げ易いので注意を要する。●カートリッジボンベ(LPG、プロパン等)火炎処理●浅いキズであれは、熱風をあてることにより、キズの修復が可能。●240〜260℃熱風ガンホットジェットサンロイドペットエースの加工サンロイドペットエースは一般のプラスチックのように切断、穴あけ、切削などの機械加工や接着、折り曲げ、真空成形など広範囲の加工ができます。機械加工仕上げ加工9
 | <
| <  |
|  > |
> |  >>
>>