>> P.9
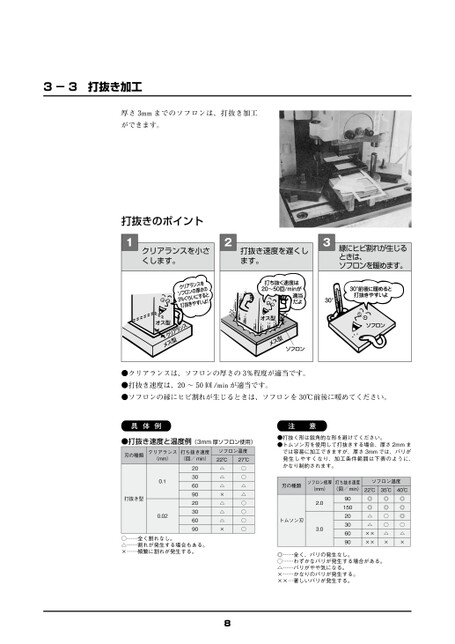
3-3打抜き加工厚さ3mmまでのソフロンは、打抜き加工ができます。打抜きのポイント1クリアランスを小さくします。2打抜き速度を遅くします。クリアランスをソフロンの厚さの3%ぐらいにすると打抜きやすいよ!1スンラオス型ア型リクスメ330°縁にヒビ割れが生じるときは、ソフロンを暖めます。30°前後に暖めると打抜きやすいよ1打ち抜く速度は20〜50回/minが適当だよ1オス型型スメソフロンソフロン●クリアランスは、ソフロンの厚さの3%程度が適当です。●打抜き速度は、20~50回/minが適当です。●ソフロンの縁にヒビ割れが生じるときは、ソフロンを30℃前後に暖めてください。具体例注意●打抜き速度と温度例(3mm厚ソフロン使用)刃の種類クリアランス(mm)打ち抜き速度(回/min)ソフロン温度22℃27℃打抜き型0.10.022030609020306090△△△×△△△×○○△△○○○○○……全く割れなし。△……割れが発生する場合もある。×……頻繁に割れが発生する。●打抜く形は鋭角的な形を避けてください。●トムソン刃を使用して打抜きする場合、厚さ2mmまでは容易に加工できますが、厚さ3mmでは、バリが発生しやすくなり、加工条件範囲は下表のように、かなり制約されます。刃の種類ソフロン板厚(mm)打ち抜き速度(回/min)ソフロン温度22℃35℃40℃トムソン刃2.03.09015020306090◎◎△△××××◎◎○○△×◎◎◎○△×◎……全く、バリの発生なし。○……わずかなバリが発生する場合がある。△……バリがやや気になる。×……かなりのバリが発生する。××…著しいバリが発生する。8
 | <
| <  |
|  > |
> |  >>
>>