>> P.297
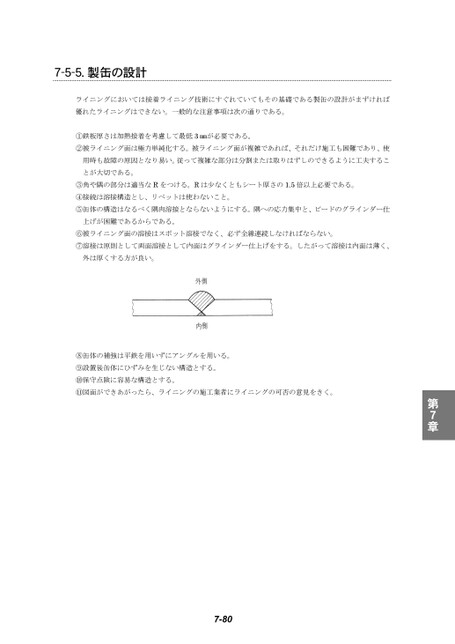
ライニングにおいては接着ライニング技術にすぐれていてもその基礎である製缶の設計がまずければ優れたライニングはできない。一般的な注意事項は次の通りである。①鉄板厚さは加熱接着を考慮して最低3㎜が必要である。②被ライニング面は極力単純化する。被ライニング面が複雑であれば、それだけ施工も困難であり、使用時も故障の原因となり易い。従って複雑な部分は分割または取りはずしのできるように工夫することが大切である。③角や隅の部分は適当なRをつける。Rは少なくともシート厚さの1.5倍以上必要である。④接続は溶接構造とし、リベットは使わないこと。⑤缶体の構造はなるべく隅肉溶接とならないようにする。隅への応力集中と、ビードのグラインダー仕上げが困難であるからである。⑥被ライニング面の溶接はスポット溶接でなく、必ず全線連続しなければならない。⑦溶接は原則として両面溶接として内面はグラインダー仕上げをする。したがって溶接は内面は薄く、外は厚くする方が良い。第7章⑧缶体の補強は平鉄を用いずにアングルを用いる。⑨設置後缶体にひずみを生じない構造とする。⑩保守点険に容易な構造とする。⑪図面ができあがったら、ライニングの施工業者にライニングの可否の意見をきく。7-5-5.製缶の設計7-80
 | <
| <  |
|  > |
> |  >>
>>