>> P.48
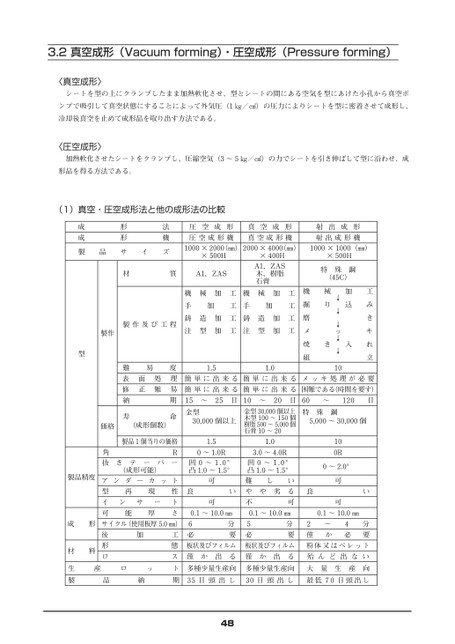
48〈真空成形〉3.2真空成形(Vacuumforming)・圧空成形(Pressureforming)(1)真空・圧空成形法と他の成形法の比較シートを型の上にクランプしたまま加熱軟化させ、型とシートの間にある空気を型にあけた小孔から真空ポンプで吸引して真空状態にすることによって外気圧(1㎏/㎠)の圧力によりシートを型に密着させて成形し、冷却後真空を止めて成形品を取り出す方法である。成形法圧空成形真空成形射出成形成形機圧空成形機真空成形機射出成形機製品サイズ1000×2000(㎜)×500H2000×4000㎜)×400H1000×1000(㎜)×500H型製作材質A1,ZASA1,ZAS木、樹脂石膏特殊鋼(45C)製作及び工程機械加工手加工鋳造加工注型加工機械加工手加工鋳造加工注型加工機械加工↓掘り込み↓磨き↓メッキ↓焼き入れ↓組立難易度1.51.010表面処理簡単に出来る簡単に出来るメッキ処理が必要修正難易簡単に出来る簡単に出来る困難である(時間を要す)納期15~25日10~20日60~120日価格寿命(成形個数)金型30,000個以上金型30,000個以上木型100~150個樹脂500~5,000個石膏10~20特殊鋼5,000~30,000個製品1個当りの価格1.51.010製品精度角R0~1.0R3.0~4.0R0R抜きテーパー(成形可能)凹0~1.0°凸1.0~1.5°凹0~1.0°凸1.0~1.5°0~2.0°アンダーカット可難しい可型再現性良いやや劣る良いインサート可不可可成形可能厚さ0.1~10.0㎜0.1~10.0㎜0.1~10.0㎜サイクル(使用板厚5.0㎜)6分5分2~4分後加工必要必要僅か必要材料形態板状及びフィルム板状及びフィルム粉体又はペレットロス僅か出る僅か出る殆んど出ない生産ロット多種少量生産向多種少量生産向大量生産向製品納期35日頭出し30日頭出し最低70日頭出し〈圧空成形〉加熱軟化させたシートをクランプし、圧縮空気(3~5㎏/㎠)の力でシートを引き伸ばして型に沿わせ、成形品を得る方法である。
 | <
| <  |
|  > |
> |  >>
>>