>> P.83
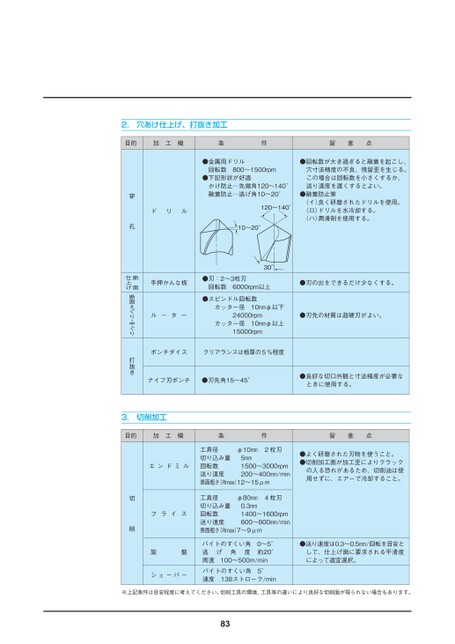
832.穴あけ仕上げ、打抜き加工目的加工機条件留意点穿孔ドリル●金属用ドリル回転数800〜1500rpm●下記形状が好適かけ防止…先端角120〜140゜融着防止…逃げ角10〜20゜●回転数が大き過ぎると融着を起こし、穴寸法精度の不良、残留歪を生じる。この場合は回転数を小さくするか、送り速度を遅くするとよい。●融着防止策(イ)良く研磨されたドリルを使用。(ロ)ドリルを水冷却する。(ハ)潤滑剤を使用する。断面仕上げ手押かんな板●刃:2〜3枚刃回転数6000rpm以上●刃の出をできるだけ少なくする。断面えぐり・中ぐりルーター●スピンドル回転数カッター径10mmφ以下24000rpmカッター径10mmφ以上15000rpm●刃先の材質は超硬刃がよい。ポンチダイスクリアランスは板厚の5%程度打抜きナイフ刃ポンチ●刃先角15〜45゜●良好な切口外観と寸法精度が必要なときに使用する。3.切削加工工具径φ10mm2枚刃切り込み量5mm回転数1500〜3000rpm送り速度200〜400mm/min表面粗さ(Rmax)12〜15μmエンドミル目的加工機条件留意点切削旋盤バイトのすくい角0〜5゜逃げ角度約20゜周速100〜500m/min●送り速度は0.3〜0.5mm/回転を目安として、仕上げ面に要求される平滑度によって適宜選択。シェーバーバイトのすくい角5゜速度138ストローク/minフライス●よく研磨された刃物を使うこと。●切削加工面が加工歪によりクラックの入る恐れがあるため、切削油は使用せずに、エアーで冷却すること。工具径φ80mm4枚刃切り込み量0.3mm回転数1400〜1600rpm送り速度600〜800mm/min表面粗さ(Rmax)7〜9μm※上記条件は目安程度に考えてください。切削工具の環境、工具等の違いにより良好な切削面が得られない場合もあります。
 | <
| <  |
|  > |
> |  >>
>>