>> P.7
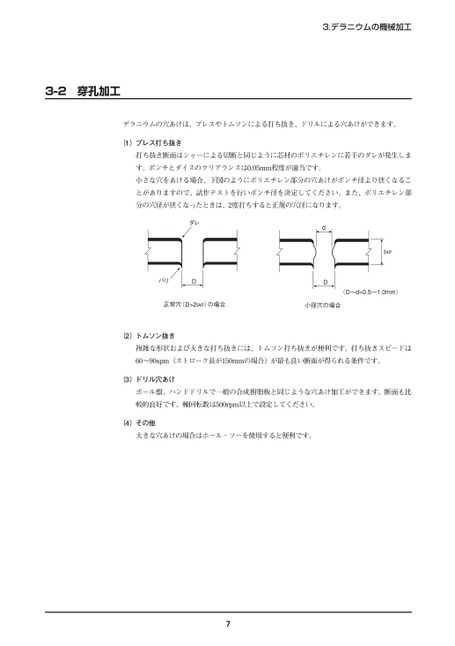
3-2穿孔加工3.デラニウムの機械加工デラニウムの穴あけは、プレスやトムソンによる打ち抜き、ドリルによる穴あけができます。(1)プレス打ち抜き打ち抜き断面はシャーによる切断と同じように芯材のポリエチレンに若干のダレが発生します。ポンチとダイスのクリアランスは0.05mm程度が適当です。小さな穴をあける場合、下図のようにポリエチレン部分の穴あけがポンチ径より狭くなることがありますので、試作テストを行いポンチ径を決定してください。また、ポリエチレン部分の穴径が狭くなったときは、2度打ちすると正規の穴径になります。ダレバリDdDtAP(D-d=0.5〜1.0mm)正常穴(D>2tAP)の場合小径穴の場合(2)トムソン抜き複雑な形状および大きな打ち抜きには、トムソン打ち抜きが便利です。打ち抜きスピードは60〜90spm(ストローク長が150mmの場合)が最も良い断面が得られる条件です。(3)ドリル穴あけボール盤、ハンドドリルで一般の合成樹脂板と同じような穴あけ加工ができます。断面も比較的良好です。軸回転数は500rpm以上で設定してください。(4)その他大きな穴あけの場合はホール・ソーを使用すると便利です。7
 | <
| <  |
|  > |
> |  >>
>>