>> P.292
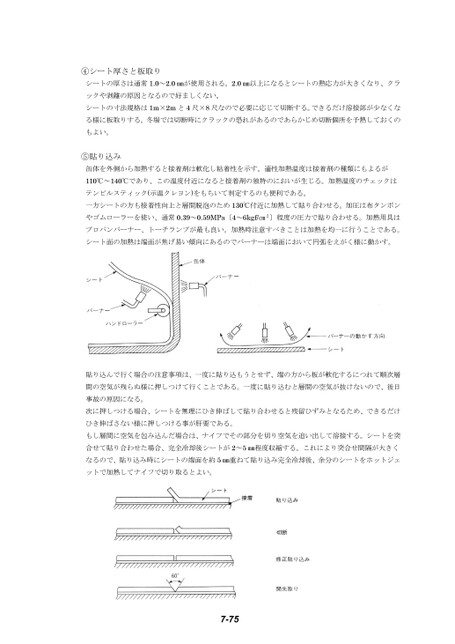
シートの厚さは通常1.0~2.0㎜が使用される。2.0㎜以上になるとシートの熱応力が大きくなり、クラックや剥離の原因となるので好ましくない。シートの寸法規格は1m×2mと4尺×8尺なので必要に応じて切断する。できるだけ溶接部が少なくなる様に板取りする。冬場では切断時にクラックの恐れがあるのであらかじめ切断個所を予熱しておくのもよい。⑤貼り込み缶体を外側から加熱すると接着剤は軟化し粘着性を示す。適性加熱温度は接着剤の種類にもよるが110℃~140℃であり、この温度付近になると接着剤の独特のにおいが生じる。加熱温度のチェックはテンピルスティック(示温クレヨン)をもちいて判定するのも便利である。一方シートの方も接着性向上と層間脱泡のため130℃付近に加熱して貼り合わせる。加圧は布タンポンやゴムローラーを使い、通常0.39~0.59MPa〔4~6kgf/㎝2〕程度の圧力で貼り合わせる。加熱用具はプロパンバーナー、トーチランプが最も良い。加熱時注意すべきことは加熱を均一に行うことである。シート面の加熱は端面が焦げ易い傾向にあるのでバーナーは端面において円弧をえがく様に動かす。貼り込んで行く場合の注意事項は、一度に貼り込もうとせず、端の方から板が軟化するにつれて順次層間の空気が残らぬ様に押しつけて行くことである。一度に貼り込むと層間の空気が抜けないので、後日事故の原因になる。次に押しつける場合、シートを無理にひき伸ばして貼り合わせると残留ひずみとなるため、できるだけひき伸ばさない様に押しつける事が肝要である。もし層間に空気を包み込んだ場合は、ナイフでその部分を切り空気を追い出して溶接する。シートを突合せて貼り合わせた場合、完全冷却後シートが2~5㎜程度収縮する。これにより突合せ間隔が大きくなるので、貼り込み時にシートの端面を約5㎜重ねて貼り込み完全冷却後、余分のシートをホットジェットで加熱してナイフで切り取るとよい。④シート厚さと板取り7-75
 | <
| <  |
|  > |
> |  >>
>>