>> P.310
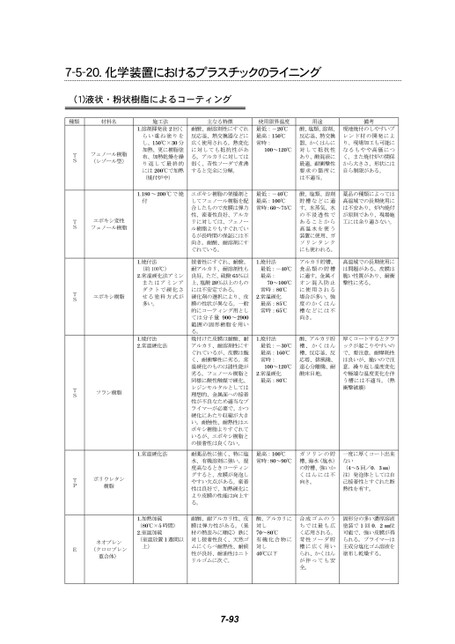
施工法1.溶剤揮発後2回く主なる特徴耐酸、耐溶剤性にすぐれらい重ね塗りをし、150℃×30分反応釜、熱交換器などに広く使用される。熱変化加熱、更に樹脂塗に対しても抵抗性があ使用限界温度最低:-20℃最高:150℃常時:100~120℃用途備考酸、塩類、溶剤、現地焼付のしやすいブ反応釜、熱交換器、かくはんにレンド材の開発により、現場加工も可能に対して抵抗性なるもやや高価につあり、酸混液に最適。耐衝撃性要求の箇所には不適当。く。また焼付炉の関係から大きさ、形状には自ら制限がある。最低:-40℃最高:100℃常時:60~75℃酸、塩類、溶剤貯槽などに適薬品の種類によっては高温域での長期使用にす。水蒸気、水は不安あり。炉内焼付が原則であり、現場施工には余り適さない。高温域での長期使用には問題がある。皮膜は脆い性質があり、耐衝撃性に劣る。の不浸透性であることから高温水を使う装置に使用、ガソリンタンクにも使われる。アルカリ貯槽、食品類の貯槽に適す。金属イオン混入防止に使用される場合が多い。強度のかくはん槽などには不向き。酸、アルカリ貯厚くコートするとクラ槽、かくはんックが起こりやすいの槽、反応釜、反応塔、排風機、遠心分離機、耐酸床目地。で、要注意。耐摩耗性は良いが、脆いので注意。繰り返し温度変化や極端な温度変化を伴う槽には不適当。(熱衝撃破壊)1.焼付法最低:-40℃最高:70~100℃常時:80℃2.常温硬化最高:85℃常時:65℃1.焼付法最低:-30℃最高:160℃常時:100~120℃2.常温硬化最高:80℃最高:100℃常時:80~90℃ガソリンの貯槽、海水(塩水)の貯槽、強いかくはんには不向き。一度に厚くコート出来ない(4~5回/0.3㎜)注)発泡体としては自己接着性とすぐれた断熱性を有す。酸、アルカリに対し70~80℃有機化合物に対し40℃以下合成ゴムのうちでは最も広く応用される。苛性ソーダ貯槽に広く用いられ、かくはんが伴っても安全。固形分の多い濃厚溶液塗装で1回0.2㎜位可能で、強い皮膜が得られる。プライマーは主成分塩化ゴム溶液を塗布し乾燥する。布、加熱乾燥を繰り返して最終的には200℃で加熱(焼付炉中)1.180~200℃で焼付1.焼付法(約100℃)2.常温硬化法アミンまたはアミンアダクトで硬化させる塗料方式が多い。1.焼付法2.常温硬化法1.常温硬化法1.加熱加硫(80℃×5時間)2.室温加硫(室温放置1週間以上)る。アルカリに対しては弱く、苛性ソーダで煮沸すると完全に分解。エポキシ樹脂の架橋剤としてフェノール樹脂を配合したもので皮膜は弾力性、密着性良好、アルカリに対しては、フェノール樹脂よりもすぐれているが長時間の保証には不向き。耐酸、耐溶剤にすぐれている。接着性にすぐれ、耐酸、耐アルカリ、耐溶剤性も良好。ただ、硫酸65%以上、塩酸20%以上のものには不安定である。硬化剤の選択により、皮膜の性状が異なる。一般的にコーティング用としては分子量900~2900範囲の固形樹脂を用いる。焼付けた皮膜は耐酸、耐アルカリ、耐溶剤性にすぐれているが、皮膜は脆く、耐衝撃性に劣る。常温硬化のものは諸性能が劣る。フェノール樹脂と同様に酸性触媒で硬化、レジンモルタルとしては理想的、金属面への接着性が不良なため適当なプライマーが必要で、かつ硬化にあたり収縮が大きい。耐蝕性、耐熱性はエポキシ樹脂よりすぐれているが、エポキシ樹脂との接着性は良くない。耐薬品性に強く、特に塩水、有機溶剤に強い。湿度高なるときコーティングすると、皮膜が発泡しやすい欠点がある。密着性は良好で、加熱硬化により皮膜の性能は向上する。耐酸、耐アルカリ性、皮膜は弾力性がある。(基材の熱歪みに順応)鉄に対し接着性良く、天然ゴムにくらべ耐熱性、耐候性が良好、耐油性はニトリルゴムに次ぐ。7-93種類材料名フェノール樹脂(レゾール型)TSエポキシ変性フェノール樹脂TSエポキシ樹脂TSフラン樹脂TSポリウレタン樹脂TPネオプレン(クロロプレン重合体)E(1)液状・粉状樹脂によるコーティング7-5-20.化学装置におけるプラスチックのライニング
 | <
| <  |
|  > |
> |  >>
>>