>> P.358
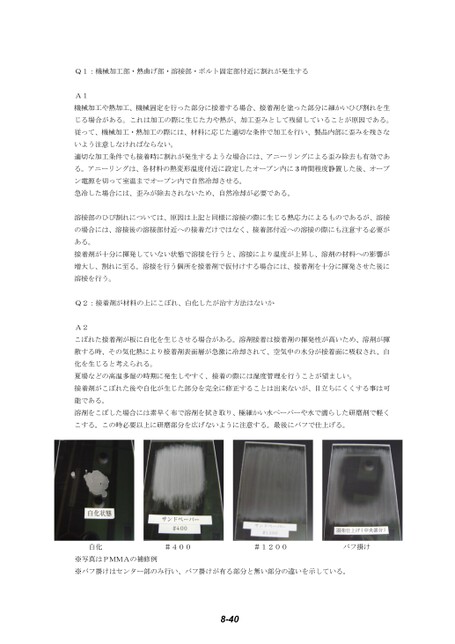
機械加工や熱加工、機械固定を行った部分に接着する場合、接着剤を塗った部分に細かいひび割れを生じる場合がある。これは加工の際に生じた力や熱が、加工歪みとして残留していることが原因である。従って、機械加工・熱加工の際には、材料に応じた適切な条件で加工を行い、製品内部に歪みを残さないよう注意しなければならない。適切な加工条件でも接着時に割れが発生するような場合には、アニーリングによる歪み除去も有効である。アニーリングは、各材料の熱変形温度付近に設定したオーブン内に3時間程度静置した後、オーブン電源を切って室温までオーブン内で自然冷却させる。急冷した場合には、歪みが除去されないため、自然冷却が必要である。接部のひび割れについては、原因は上記と同様に溶接の際に生じる熱応力によるものであるが、溶接溶の場合には、溶接後の溶接部付近への接着だけではなく、接着部付近への溶接の際にも注意する必要がある。接着剤が十分に揮発していない状態で溶接を行うと、溶接により温度が上昇し、溶剤の材料への影響が増大し、割れに至る。溶接を行う個所を接着剤で仮付けする場合には、接着剤を十分に揮発させた後にQ1:機械加工部・熱曲げ部・溶接部・ボルト固定部付近に割れが発生するA1溶接を行う。Q2:接着剤が材料の上にこぼれ、白化したが治す方法はないかA2こぼれた接着剤が板に白化を生じさせる場合がある。溶剤接着は接着剤の揮発性が高いため、溶剤が揮散する時、その気化熱により接着剤表面層が急激に冷却されて、空気中の水分が接着面に吸収され、白化を生じると考えられる。夏場などの高温多湿の時期に発生しやすく、接着の際には湿度管理を行うことが望ましい。接着剤がこぼれた後や白化が生じた部分を完全に修正することは出来ないが、目立ちにくくする事は可能である。溶剤をこぼした場合には素早く布で溶剤を拭き取り、極細かい水ペーパーや水で濡らした研磨剤で軽くこする。この時必要以上に研磨部分を広げないように注意する。最後にバフで仕上げる。白化#400#1200バフ掛け※写真はPMMAの補修例※バフ掛けはセンター部のみ行い、バフ掛けが有る部分と無い部分の違いを示している。8-40
 | <
| <  |
|  > |
> |  >>
>>