>> P.359
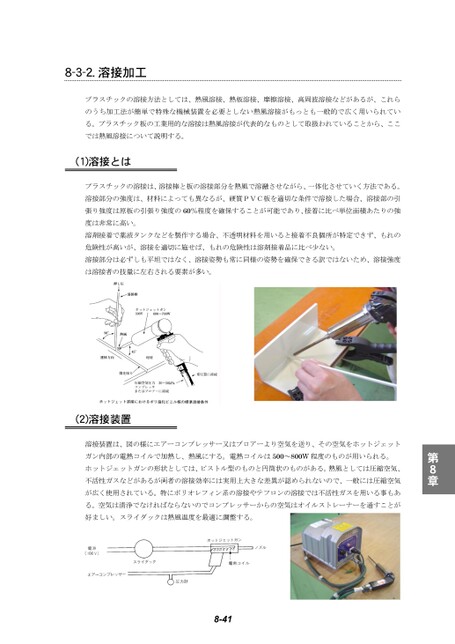
プラスチックの溶接方法としては、熱風溶接、熱板溶接、摩擦溶接、高周波溶接などがあるが、これらのうち加工法が簡単で特殊な機械装置を必要としない熱風溶接がもっとも一般的で広く用いられている。プラスチック板の工業用的な溶接は熱風溶接が代表的なものとして取扱われていることから、ここでは熱風溶接について説明する。(1)溶接とはプラスチックの溶接は、溶接棒と板の溶接部分を熱風で溶融させながら、一体化させていく方法である。溶接部分の強度は、材料によっても異なるが、硬質PVC板を適切な条件で溶接した場合、溶接部の引張り強度は原板の引張り強度の60%程度を確保することが可能であり、接着に比べ単位面積あたりの強度は非常に高い。溶剤接着で薬液タンクなどを製作する場合、不透明材料を用いると接着不良個所が特定できず、もれの危険性が高いが、溶接を適切に施せば、もれの危険性は溶剤接着品に比べ少ない。溶接部分は必ずしも平坦ではなく、溶接姿勢も常に同様の姿勢を確保できる訳ではないため、溶接強度は溶接者の技量に左右される要素が多い。第8章溶接装置は、図の様にエアーコンプレッサー又はブロアーより空気を送り、その空気をホットジェットガン内部の電熱コイルで加熱し、熱風にする。電熱コイルは500~800W程度のものが用いられる。ホットジェットガンの形状としては、ピストル型のものと円筒状のものがある。熱風としては圧縮空気、不活性ガスなどがあるが両者の溶接効率には実用上大きな差異が認められないので、一般には圧縮空気が広く使用されている。特にポリオレフィン系の溶接やテフロンの溶接では不活性ガスを用いる事もある。空気は清浄でなければならないのでコンプレッサーからの空気はオイルストレーナーを通すことが好ましい。スライダックは熱風温度を最適に調整する。(2)溶接装置8-418-3-2.溶接加工
 | <
| <  |
|  > |
> |  >>
>>