>> P.361
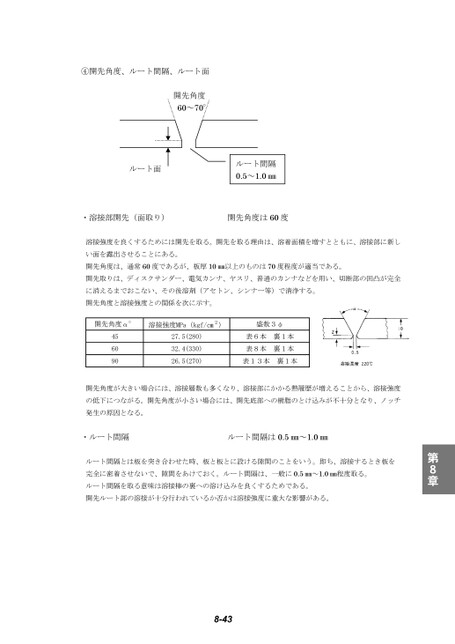
④開先角度、ルート間隔、ルート面開先角度60~70°ルート面ルート間隔0.5~1.0㎜・溶接部開先(面取り)開先角度は60度溶接強度を良くするためには開先を取る。開先を取る理由は、溶着面積を増すとともに、溶接部に新しい面を露出させることにある。開先角度は、通常60度であるが、板厚10㎜以上のものは70度程度が適当である。開先取りは、ディスクサンダー、電気カンナ、ヤスリ、普通のカンナなどを用い、切断部の凹凸が完全に消えるまでおこない、その後溶剤(アセトン、シンナー等)で清浄する。開先角度と溶接強度との関係を次に示す。開先角度α°溶接強度MPa(kgf/㎝2)盛数3φ45609027.5(280)32.4(330)26.5(270)表6本裏1本表8本裏1本表13本裏1本開先角度が大きい場合には、溶接層数も多くなり、溶接部にかかる熱履歴が増えることから、溶接強度の低下につながる。開先角度が小さい場合には、開先底部への樹脂のとけ込みが不十分となり、ノッチ第8章ルート間隔とは板を突き合わせた時、板と板とに設ける隙間のことをいう。即ち、溶接するとき板を完全に密着させないで、隙間をあけておく。ルート間隔は、一般に0.5㎜~1.0㎜程度取る。ルート間隔を取る意味は溶接棒の裏への溶け込みを良くするためである。開先ルート部の溶接が十分行われているか否かは溶接強度に重大な影響がある。8-43発生の原因となる。・ルート間隔ルート間隔は0.5㎜~1.0㎜
 | <
| <  |
|  > |
> |  >>
>>