>> P.362
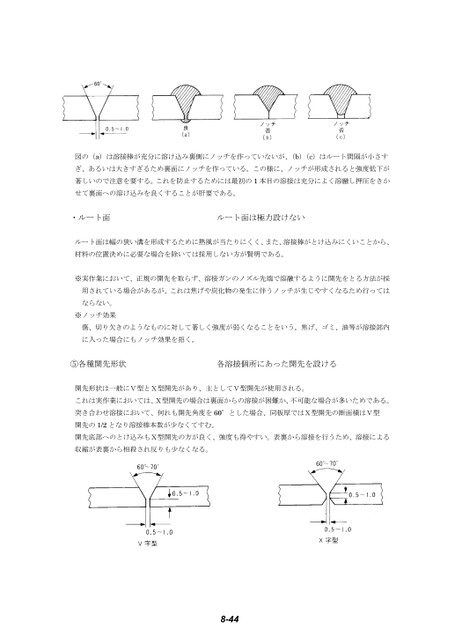
図の(a)は溶接棒が充分に溶け込み裏側にノッチを作っていないが、(b)(c)はルート間隔が小さすぎ、あるいは大きすぎるため裏面にノッチを作っている。この様に、ノッチが形成されると強度低下が著しいので注意を要する。これを防止するためには最初の1本目の溶接は充分によく溶融し押圧をきかせて裏面への溶け込みを良くすることが肝要である。・ルート面ルート面は極力設けないルート面は幅の狭い溝を形成するために熱風が当たりにくく、また、溶接棒がとけ込みにくいことから、材料の位置決めに必要な場合を除いては採用しない方が賢明である。※実作業において、正規の開先を取らず、溶接ガンのノズル先端で溶融するように開先をとる方法が採用されている場合があるが、これは焦げや炭化物の発生に伴うノッチが生じやすくなるため行ってはならない。※ノッチ効果傷、切り欠きのようなものに対して著しく強度が弱くなることをいう。焦げ、ゴミ、油等が溶接部内に入った場合にもノッチ効果を招く。⑤各種開先形状各溶接個所にあった開先を設ける開先形状は一般にV型とX型開先があり、主としてV型開先が使用される。これは実作業においては、X型開先の場合は裏面からの溶接が困難か、不可能な場合が多いためである。突き合わせ溶接において、何れも開先角度を60°とした場合、同板厚ではX型開先の断面積はV型開先の1/2となり溶接棒本数が少なくてすむ。開先底部へのとけ込みもX型開先の方が良く、強度も得やすい。表裏から溶接を行うため、溶接による収縮が表裏から相殺され反りも少なくなる。8-44
 | <
| <  |
|  > |
> |  >>
>>