>> P.363
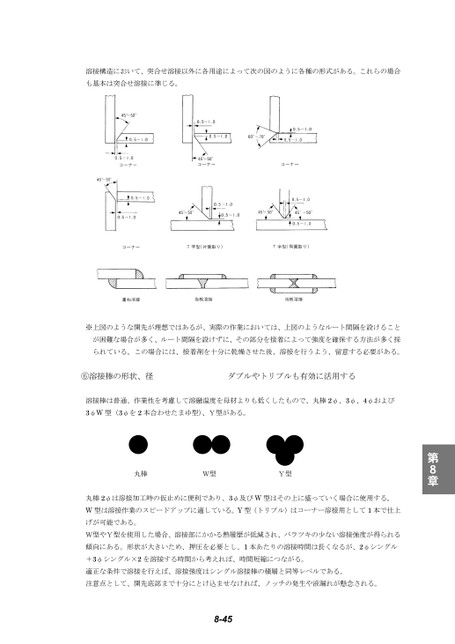
溶接構造において、突合せ溶接以外に各用途によって次の図のように各種の形式がある。これらの場合も基本は突合せ溶接に準じる。第8章丸棒W型Y型丸棒2φは溶接加工時の仮止めに便利であり、3φ及びW型はその上に盛っていく場合に使用する。W型は溶接作業のスピードアップに適している。Y型(トリプル)はコーナー溶接用として1本で仕上げが可能である。W型やY型を使用した場合、溶接部にかかる熱履歴が低減され、バラツキの少ない溶接強度が得られる傾向にある。形状が大きいため、押圧を必要とし、1本あたりの溶接時間は長くなるが、2φシングル+3φシングル×2を溶接する時間から考えれば、時間短縮につながる。適正な条件で溶接を行えば、溶接強度はシングル溶接棒の積層と同等レベルである。注意点として、開先底部まで十分にとけ込ませなければ、ノッチの発生や液漏れが懸念される。8-45溶接棒は普通、作業性を考慮して溶融温度を母材よりも低くしたもので、丸棒2φ、3φ、4φおよび3φW型(3φを2本合わせたまゆ型)、Y型がある。※上図のような開先が理想ではあるが、実際の作業においては、上図のようなルート間隔を設けることが困難な場合が多く、ルート間隔を設けずに、その部分を接着によって強度を確保する方法が多く採られている。この場合には、接着剤を十分に乾燥させた後、溶接を行うよう、留意する必要がある。⑥溶接棒の形状、径ダブルやトリプルも有効に活用する
 | <
| <  |
|  > |
> |  >>
>>