>> P.364
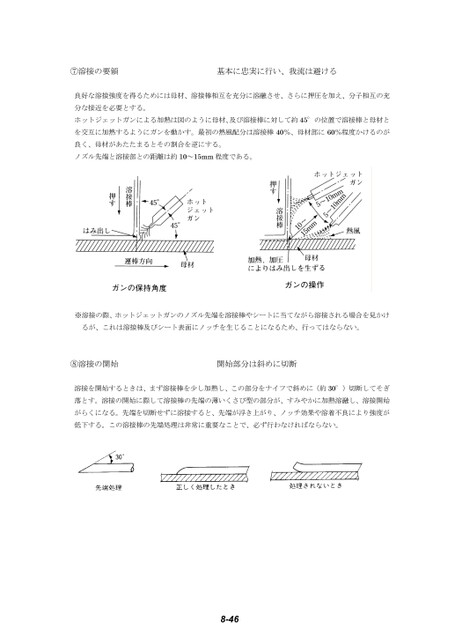
⑦溶接の要領基本に忠実に行い、我流は避ける良好な溶接強度を得るためには母材、溶接棒相互を充分に溶融させ、さらに押圧を加え、分子相互の充分な接近を必要とする。ホットジェットガンによる加熱は図のように母材、及び溶接棒に対して約45°の位置で溶接棒と母材とを交互に加熱するようにガンを動かす。最初の熱風配分は溶接棒40%、母材部に60%程度かけるのが良く、母材があたたまるとその割合を逆にする。ノズル先端と溶接部との距離は約10~15mm程度である。※溶接の際、ホットジェットガンのノズル先端を溶接棒やシートに当てながら溶接される場合を見かけるが、これは溶接棒及びシート表面にノッチを生じることになるため、行ってはならない。⑧溶接の開始開始部分は斜めに切断溶接を開始するときは、まず溶接棒を少し加熱し、この部分をナイフで斜めに(約30°)切断してそぎ落とす。溶接の開始に際して溶接棒の先端の薄いくさび型の部分が、すみやかに加熱溶融し、溶接開始がらくになる。先端を切断せずに溶接すると、先端が浮き上がり、ノッチ効果や溶着不良により強度が低下する。この溶接棒の先端処理は非常に重要なことで、必ず行わなければならない。8-46
 | <
| <  |
|  > |
> |  >>
>>