>> P.365
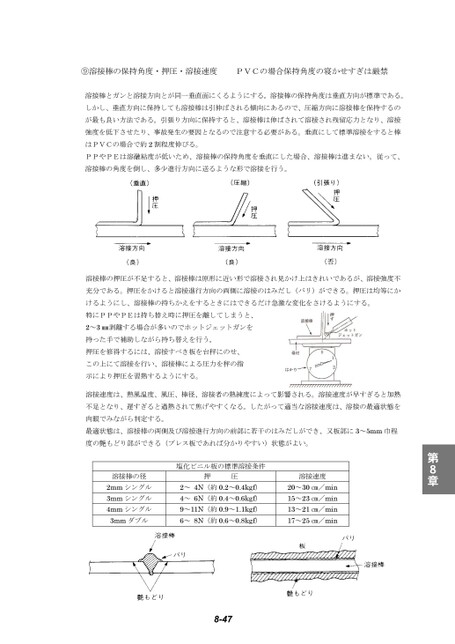
⑨溶接棒の保持角度・押圧・溶接速度PVCの場合保持角度の寝かせすぎは厳禁溶接棒とガンと溶接方向とが同一垂直面にくるようにする。溶接棒の保持角度は垂直方向が標準である。しかし、垂直方向に保持しても溶接棒は引伸ばされる傾向にあるので、圧縮方向に溶接棒を保持するのが最も良い方法である。引張り方向に保持すると、溶接棒は伸ばされて溶接され残留応力となり、溶接強度を低下させたり、事故発生の要因となるので注意する必要がある。垂直にして標準溶接をすると棒はPVCの場合で約2割程度伸びる。PPやPEは溶融粘度が低いため、溶接棒の保持角度を垂直にした場合、溶接棒は進まない。従って、溶接棒の角度を倒し、多少進行方向に送るような形で溶接を行う。溶接棒の押圧が不足すると、溶接棒は原形に近い形で溶接され見かけ上はきれいであるが、溶接強度不充分である。押圧をかけると溶接進行方向の両側に溶接のはみだし(バリ)ができる。押圧は均等にかけるようにし、溶接棒の持ちかえをするときにはできるだけ急激な変化をさけるようにする。特にPPやPEは持ち替え時に押圧を離してしまうと、2~3㎜剥離する場合が多いのでホットジェットガンを持った手で補助しながら持ち替えを行う。押圧を修得するには、溶接すべき板を台秤にのせ、この上にて溶接を行い、溶接棒による圧力を秤の指示により押圧を習熟するようにする。溶接速度は、熱風温度、風圧、棒径、溶接者の熟練度によって影響される。溶接速度が早すぎると加熱不足となり、遅すぎると過熱されて焦げやすくなる。したがって適当な溶接速度は、溶接の最適状態を肉眼でみながら判定する。最適状態は、溶接棒の両側及び溶接進行方向の前部に若干のはみだしができ、又板部に3~5mm巾程度の艶もどり部ができる(プレス板であれば分かりやすい)状態がよい。第8章溶接速度20~30㎝/min15~23㎝/min13~21㎝/min17~25㎝/min溶接棒の径2mmシングル3mmシングル4mmシングル3mmダブル塩化ビニル板の標準溶接条件押圧2~4N(約0.2~0.4kgf)4~6N(約0.4~0.6kgf)9~11N(約0.9~1.1kgf)6~8N(約0.6~0.8kgf)8-47
 | <
| <  |
|  > |
> |  >>
>>