>> P.366
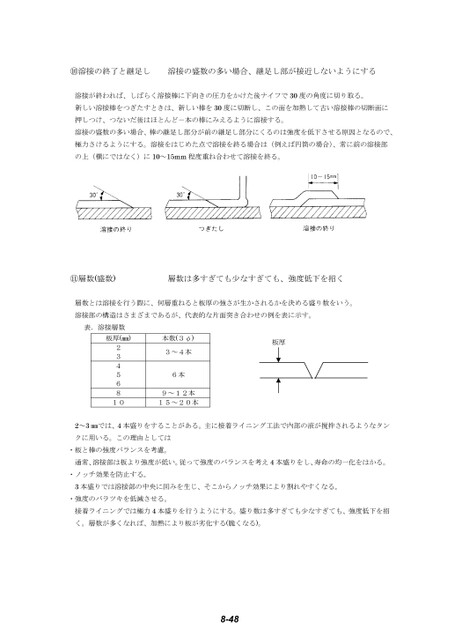
⑩溶接の終了と継足し溶接の盛数の多い場合、継足し部が接近しないようにする溶接が終われば、しばらく溶接棒に下向きの圧力をかけた後ナイフで30度の角度に切り取る。新しい溶接棒をつぎたすときは、新しい棒を30度に切断し、この面を加熱して古い溶接棒の切断面に押しつけ、つないだ後はほとんど-本の棒にみえるように溶接する。溶接の盛数の多い場合、棒の継足し部分が前の継足し部分にくるのは強度を低下させる原因となるので、極力さけるようにする。溶接をはじめた点で溶接を終る場合は(例えば円筒の場合)、常に前の溶接部の上(横にではなく)に10~15mm程度重ね合わせて溶接を終る。⑪層数(盛数)層数は多すぎても少なすぎても、強度低下を招く層数とは溶接を行う際に、何層重ねると板厚の強さが生かされるかを決める盛り数をいう。溶接部の構造はさまざまであるが、代表的な片面突き合わせの例を表に示す。表.溶接層数板厚(㎜)23456810板厚本数(3φ)3~4本6本9~12本15~20本2~3㎜では、4本盛りをすることがある。主に接着ライニング工法で内部の液が撹拌されるようなタンクに用いる。この理由としては・板と棒の強度バランスを考慮。通常、溶接部は板より強度が低い。従って強度のバランスを考え4本盛りをし、寿命の均一化をはかる。・ノッチ効果を防止する。3本盛りでは溶接部の中央に凹みを生じ、そこからノッチ効果により割れやすくなる。・強度のバラツキを低減させる。接着ライニングでは極力4本盛りを行うようにする。盛り数は多すぎても少なすぎても、強度低下を招く。層数が多くなれば、加熱により板が劣化する(脆くなる)。8-48
 | <
| <  |
|  > |
> |  >>
>>