>> P.373
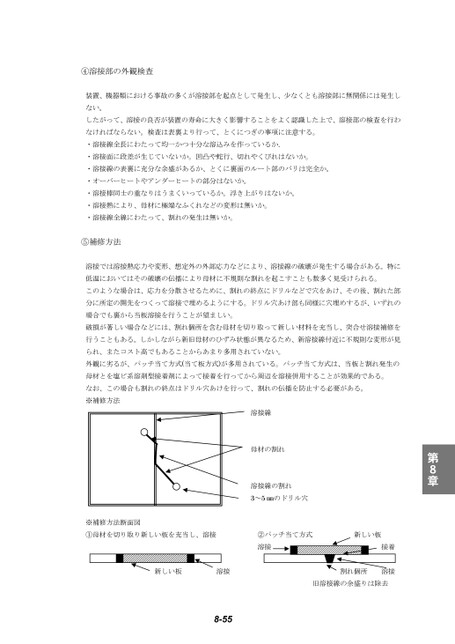
第8章8-55④溶接部の外観検査・溶接線全線にわたって、割れの発生は無いか。・溶接熱により、母材に極端なふくれなどの変形は無いか。・溶接棒同士の重なりはうまくいっているか。浮き上がりはないか。・溶接線の表裏に充分な余盛があるか、とくに裏面のルート部のバリは完全か。・溶接面に段差が生じていないか。凹凸や蛇行、切れやくびれはないか。・溶接線全長にわたって均一かつ十分な溶込みを作っているか.したがって、溶接の良否が装置の寿命に大きく影響することをよく認識した上で、溶接部の検査を行わない。装置、機器類における事故の多くが溶接部を起点として発生し、少なくとも溶接部に無関係には発生しなければならない。検査は表裏より行って、とくにつぎの事項に注意する。・オーバーヒートやアンダーヒートの部分はないか。⑤補修方法なお、この場合も割れの終点はドリル穴あけを行って、割れの伝播を防止する必要がある。母材とを塩ビ系溶剤型接着剤によって接着を行ってから周辺を溶接併用することが効果的である。られ、またコスト高でもあることからあまり多用されていない。行うこともある。しかしながら新旧母材のひずみ状態が異なるため、新溶接線付近に不規則な変形が見場合でも裏から当板溶接を行うことが望ましい。分に所定の開先をつくって溶接で埋めるようにする。ドリル穴あけ部も同様に穴埋めするが、いずれの低温においてはその破壊の伝播により母材に不規則な割れを起こすことも数多く見受けられる。溶接では溶接熱応力や変形、想定外の外部応力などにより、溶接線の破壊が発生する場合がある。特にこのような場合は、応力を分散させるために、割れの終点にドリルなどで穴をあけ、その後、割れた部破損が著しい場合などには、割れ個所を含む母材を切り取って新しい材料を充当し、突合せ溶接補修を外観に劣るが、パッチ当て方式(当て板方式)が多用されている。パッチ当て方式は、当板と割れ発生の※補修方法溶接線母材の割れ3~5㎜のドリル穴溶接線の割れ※補修方法断面図①母材を切り取り新しい板を充当し、溶接②パッチ当て方式新しい板溶接接着新しい板溶接割れ個所溶接旧溶接線の余盛りは除去
 | <
| <  |
|  > |
> |  >>
>>