>> P.385
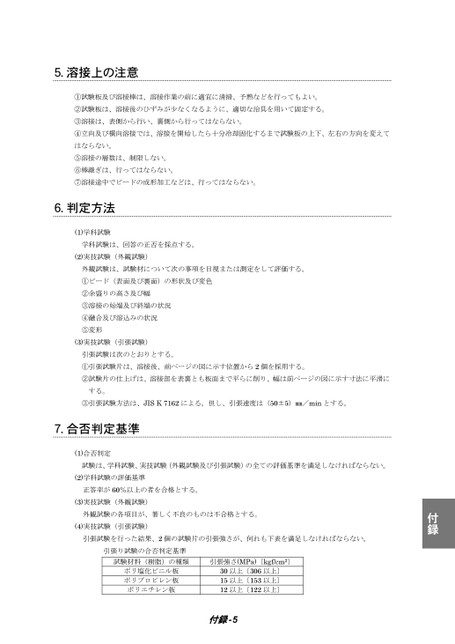
5.溶接上の注意①試験板及び溶接棒は、溶接作業の前に適宜に清掃、予熱などを行ってもよい。②試験板は、溶接後のひずみが少なくなるように、適切な治具を用いて固定する。③溶接は、表側から行い、裏側から行ってはならない。④立向及び横向溶接では、溶接を開始したら十分冷却固化するまで試験板の上下、左右の方向を変えてはならない。⑤溶接の層数は、制限しない。⑥棒継ぎは、行ってはならない。⑦溶接途中でビードの成形加工などは、行ってはならない。.判定方法(1)学科試験学科試験は、回答の正否を採点する。(2)実技試験(外観試験)外観試験は、試験材について次の事項を目視または測定をして評価する。①ビード(表面及び裏面)の形状及び変色②余盛りの高さ及び幅③溶接の始端及び終端の状況④融合及び溶込みの状況⑤変形(3)実技試験(引張試験)引張試験は次のとおりとする。①引張試験片は、溶接後、前ページの図に示す位置から2個を採用する。②試験片の仕上げは、溶接部を表裏とも板面まで平らに削り、幅は前ページの図に示す寸法に平滑に6.合否判定基準(1)合否判定試験は、学科試験、実技試験(外観試験及び引張試験)の全ての評価基準を満足しなければならない。(2)学科試験の評価基準正答率が60%以上の者を合格とする。7する。③引張試験方法は、JISK7162による。但し、引張速度は(50±5)㎜/minとする。付録(3)実技試験(外観試験)外観試験の各項目が、著しく不良のものは不合格とする。(4)実技試験(引張試験)引張試験を行った結果、2個の試験片の引張強さが、何れも下表を満足しなければならない。引張り試験の合否判定基準試験材料(樹脂)の種類ポリ塩化ビニル板ポリプロピレン板ポリエチレン板引張強さ(MPa)〔kgf/cm2〕30以上〔306以上〕15以上〔153以上〕12以上〔122以上〕付録-5
 | <
| <  |
|  > |
> |  >>
>>