>> P.21
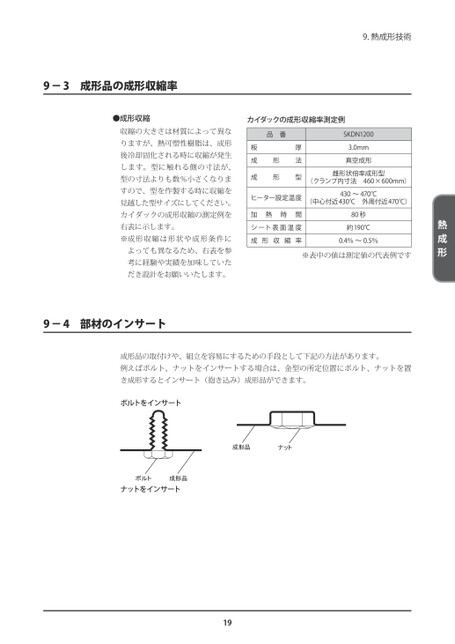
199.熱成形技術9-3・成形品の成形収縮率●成形収縮収縮の大きさは材質によって異なりますが、熱可塑性樹脂は、成形後冷却固化される時に収縮が発生します。型に触れる側の寸法が、型の寸法よりも数%小さくなりますので、型を作製する時に収縮を見越した型サイズにしてください。カイダックの成形収縮の測定例を右表に示します。※形収縮は形状や成形条件によっても異なるため、右表を参考に経験や実績を加味していただき設計をお願いいたします。9-4・部材のインサート成形品の取付けや、組立を容易にするための手段として下記の方法があります。例えばボルト、ナットをインサートする場合は、金型の所定位置にボルト、ナットを置き成形するとインサート(抱き込み)成形品ができます。ボルトをインサートボルト成形品ナットをインサートナット成形品カイダックの成形収縮率測定例品番SKDN1200板厚3.0mm成形法真空成形成形型雌形状倍率成形型(クランプ内寸法460×600mm)ヒーター設定温度430~470℃(中心付近430℃外周付近470℃)加熱時間80秒シート表面温度約190℃成形収縮率0.4%~0.5%※表中の値は測定値の代表例です
 | <
| <  |
|  > |
> |  >>
>>