>> P.22
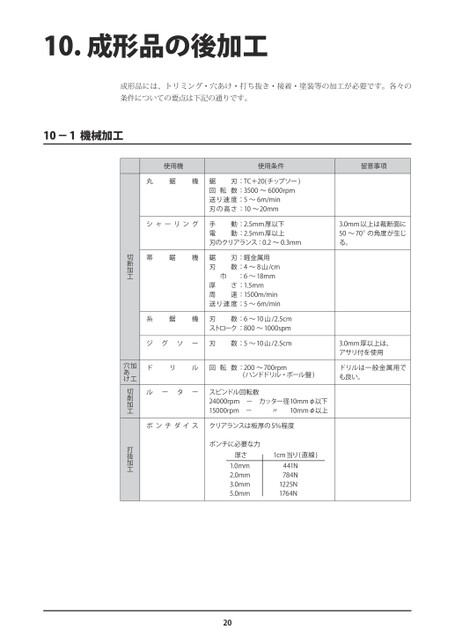
2010.・成形品の後加工成形品には、トリミング・穴あけ・打ち抜き・接着・塗装等の加工が必要です。各々の条件についての要点は下記の通りです。10-1・機械加工使用機使用条件留意事項切断加工丸鋸機鋸刃:TC+20(チップソー)回転数:3500~6000rpm送り速度:5~6m/min刃の高さ:10~20mmシャーリング手動:2.5mm厚以下電動:2.5mm厚以上刃のクリアランス:0.2~0.3mm3.0mm以上は裁断面に50~70°の角度が生じる。帯鋸機鋸刃:軽金属用刃数:4~8山/cm巾:6~18mm厚さ:1.5mm周速:1500m/min送り速度:5~6m/min糸鋸機刃数:6~10山/2.5cmストローク:800~1000spmジグソー刃数:5~10山/2.5cm3.0mm厚以上は、アサリ付を使用加工穴あけドリル回転数:200~700rpm(ハンドドリル・ボール盤)ドリルは一般金属用でも良い。切削加工ルータースピンドル回転数24000rpm-カッター径10mmφ以下15000rpm-〃10mmφ以上打抜加工ポンチダイスクリアランスは板厚の5%程度ポンチに必要な力厚さ1cm当り(直線)1.0mm441N2.0mm784N3.0mm1225N5.0mm1764N
 | <
| <  |
|  > |
> |  >>
>>