>> P.12
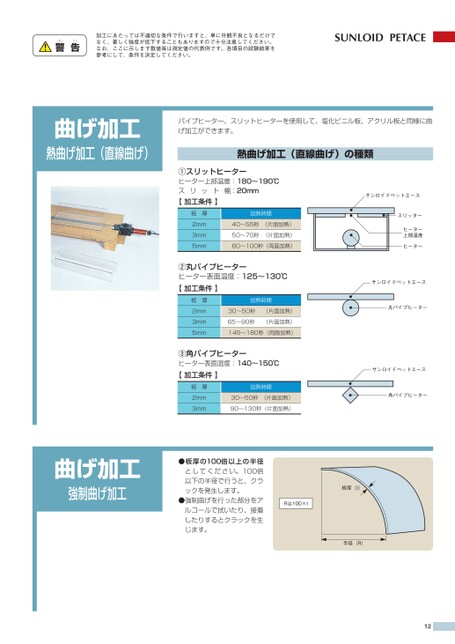
板厚(t)半径(R)R≧100×t加工にあたっては不適切な条件で行いますと、単に外観不良となるだけでなく、著しく強度が低下することもありますので十分注意してください。なお、ここに示します数値等は測定値の代表例です。各項目の試験結果を参考にして、条件を決定してください。警告けいこくスリッターヒーター上部温度ヒーターサンロイドペットエースパイプヒーター、スリットヒーターを使用して、塩化ビニル板、アクリル板と同様に曲げ加工ができます。①スリットヒーターヒーター上部温度:180〜190℃スリット幅:20mm板厚加熱時間2mm40〜55秒(片面加熱)3mm50〜70秒(片面加熱)5mm80〜100秒(両面加熱)【加工条件】丸パイプヒーターサンロイドペットエース②丸パイプヒーターヒーター表面温度:125〜130℃板厚加熱時間2mm30〜50秒(片面加熱)3mm65〜90秒(片面加熱)5mm145〜180秒(両面加熱)【加工条件】熱曲げ加工(直線曲げ)の種類角パイプヒーターサンロイドペットエース③角パイプヒーターヒーター表面温度:140〜150℃板厚加熱時間2mm30〜50秒(片面加熱)3mm90〜130秒(片面加熱)【加工条件】●板厚の100倍以上の半径としてください。100倍以下の半径で行うと、クラックを発生します。●強制曲げを行った部分をアルコールで拭いたり、接着したりするとクラックを生じます。SUNLOIDPETACE曲げ加工熱曲げ加工(直線曲げ)曲げ加工強制曲げ加工12
 | <
| <  |
|  > |
> |  >>
>>