>> P.13
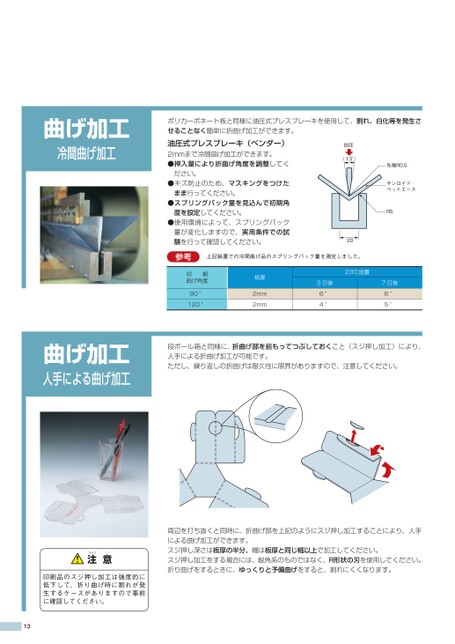
油圧式プレスブレーキ(ベンダー)2mmまで冷間曲げ加工ができます。●押入量により折曲げ角度を調整してください。●キズ防止のため、マスキングをつけたまま行ってください。●スプリングバック量を見込んで初期角度を設定してください。●使用環境によって、スプリングバック量が変化しますので、実用条件での試験を行って確認してください。2013゜加圧R5先端R0.5サンロイドペットエース初期曲げ角度板厚2mm23℃放置3日後7日後6゜6゜2mm4゜5゜上記装置での冷間曲げ品のスプリングバック量を測定しました。120゜90゜段ボール箱と同様に、折曲げ部を前もってつぶしておくこと(スジ押し加工)により、人手による折曲げ加工が可能です。ただし、繰り返しの折曲げは耐久性に限界がありますので、注意してください。周辺を打ち抜くと同時に、折曲げ部を上記のようにスジ押し加工することにより、人手による曲げ加工ができます。スジ押し深さは板厚の半分、幅は板厚と同じ幅以上で加工してください。スジ押し加工をする場合には、鋭角系のものではなく、R形状の刃を使用してください。折り曲げをするときに、ゆっくりと予備曲げをすると、割れにくくなります。曲げ加工冷間曲げ加工曲げ加工人手による曲げ加工印刷品のスジ押し加工は強度的に低下して、折り曲げ時に割れが発生するケースがありますので事前に確認してください。注意ちゅういポリカーボネート板と同様に油圧式プレスブレーキを使用して、割れ、白化等を発生させることなく簡単に折曲げ加工ができます。参考13
 | <
| <  |
|  > |
> |  >>
>>