>> P.86
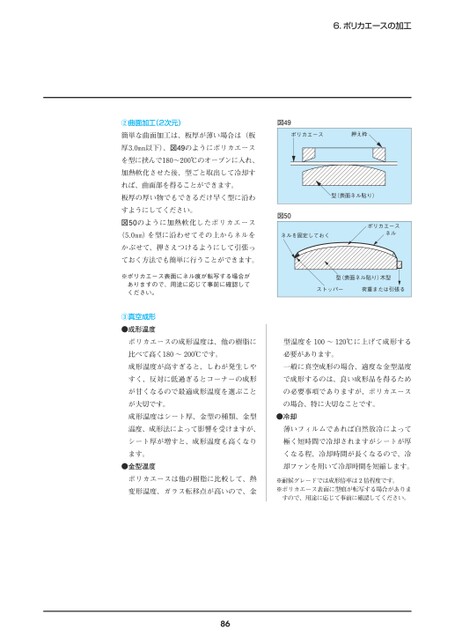
86②曲面加工(2次元)簡単な曲面加工は、板厚が薄い場合は(板厚3.0mm以下)、図49のようにポリカエースを型に挟んで180〜200℃のオーブンに入れ、加熱軟化させた後、型ごと取出して冷却すれば、曲面部を得ることができます。板厚の厚い物でもできるだけ早く型に沿わすようにしてください。図50のように加熱軟化したポリカエース(5.0mm)を型に沿わせてその上からネルをかぶせて、押さえつけるようにして引張っておく方法でも簡単に行うことができます。※リカエース表面にネル痕が転写する場合がありますので、用途に応じて事前に確認してください。ポリカエース押え枠型(表面ネル貼り)ポリカエースネル型(表面ネル貼り)木型荷重または引張るストッパーネルを固定しておく図49図50③真空成形●成形温度ポリカエースの成形温度は、他の樹脂に比べて高く180〜200℃です。成形温度が高すぎると、しわが発生しやすく、反対に低過ぎるとコーナーの成形が甘くなるので最適成形温度を選ぶことが大切です。成形温度はシート厚、金型の種類、金型温度、成形法によって影響を受けますが、シート厚が増すと、成形温度も高くなります。●金型温度ポリカエースは他の樹脂に比較して、熱変形温度、ガラス転移点が高いので、金型温度を100〜120℃に上げて成形する必要があります。一般に真空成形の場合、適度な金型温度で成形するのは、良い成形品を得るための必要事項でありますが、ポリカエースの場合、特に大切なことです。●冷却薄いフィルムであれば自然放冷によって極く短時間で冷却されますがシートが厚くなる程、冷却時間が長くなるので、冷却ファンを用いて冷却時間を短縮します。※耐候グレードでは成形倍率は2倍程度です。※リカエース表面に型痕が転写する場合がありますので、用途に応じて事前に確認してください。
 | <
| <  |
|  > |
> |  >>
>>